
Process
HAVEN / 33 Acres ‘Super Crisp’ Rice Lager
Forged Over Conversations and Cold Drinks
At HAVEN, we’ve always believed in the power of connections—the kind built through shared experiences, conversations, and of course, good food and drinks. The inspiration for Super Crisp stems from these very moments. My brother and I have spent years traveling, building partnerships and friendships that often began over a cold beer or a warm meal. Within our company, those same moments have been a cornerstone of HAVEN’s journey—from the early days of our small startup to where we are today.
We’ve always gravitated toward approachable, crisp lagers—the kind that feel unpretentious but perfect in every way. They’re the beers that invite conversation, the ones we think about when some says "let's grab a drink". When the opportunity arose to create our own lager, we knew we wanted to capture that spirit of simplicity and connection.
Collaborating with 33 Acres Brewery was an organic fit. Their dedication to beercraft, thoughtful design, and community mirrors our own values at HAVEN. Together, we’ve crafted a beer that celebrates shared experiences and embraces the uncomplicated joy of enjoying a truly crisp lager.
Join us this Thursday, November 14th from 5-10pm at 33 Acres Brewing for an exclusive launch event.

Daniel Chmielewski
Co-Founder, COO


We chose a Japanese rice lager for its crisp, refreshing simplicity, smooth body, and subtle floral notes from German hops. This unique style emerged in the late 1800s when Japanese brewers adapted German techniques, blending European malts with locally abundant rice—a staple of their sake tradition. The result was a refined lager with jasmine-like floral hints and a silky texture, a style that has since gained global acclaim.



The process begins by milling a carefully thought out balance of malted barley and rice flakes. We used a blend of specialty German malts along with two types of flaked rice, to help lighten the body of the beer. These grains are added to our mash tun and mixed with hot water to extract fermentable sugars to create a sweet wort. This is then followed by a long boil, with hops added at this stage to provide the beer with some bitterness. Once the boil is complete, more hops can be added to provide flavour and aroma.



The wort is then cooled and transferred to a fermentation vessel where yeast can be added to allow the fermentation process to begin. Over the course of a few weeks, the sugars are metabolised and converted into alcohol. Extra time and care is needed to allow the flavours of the beer to condition and harmonize into the product we had envisioned on paper weeks before.
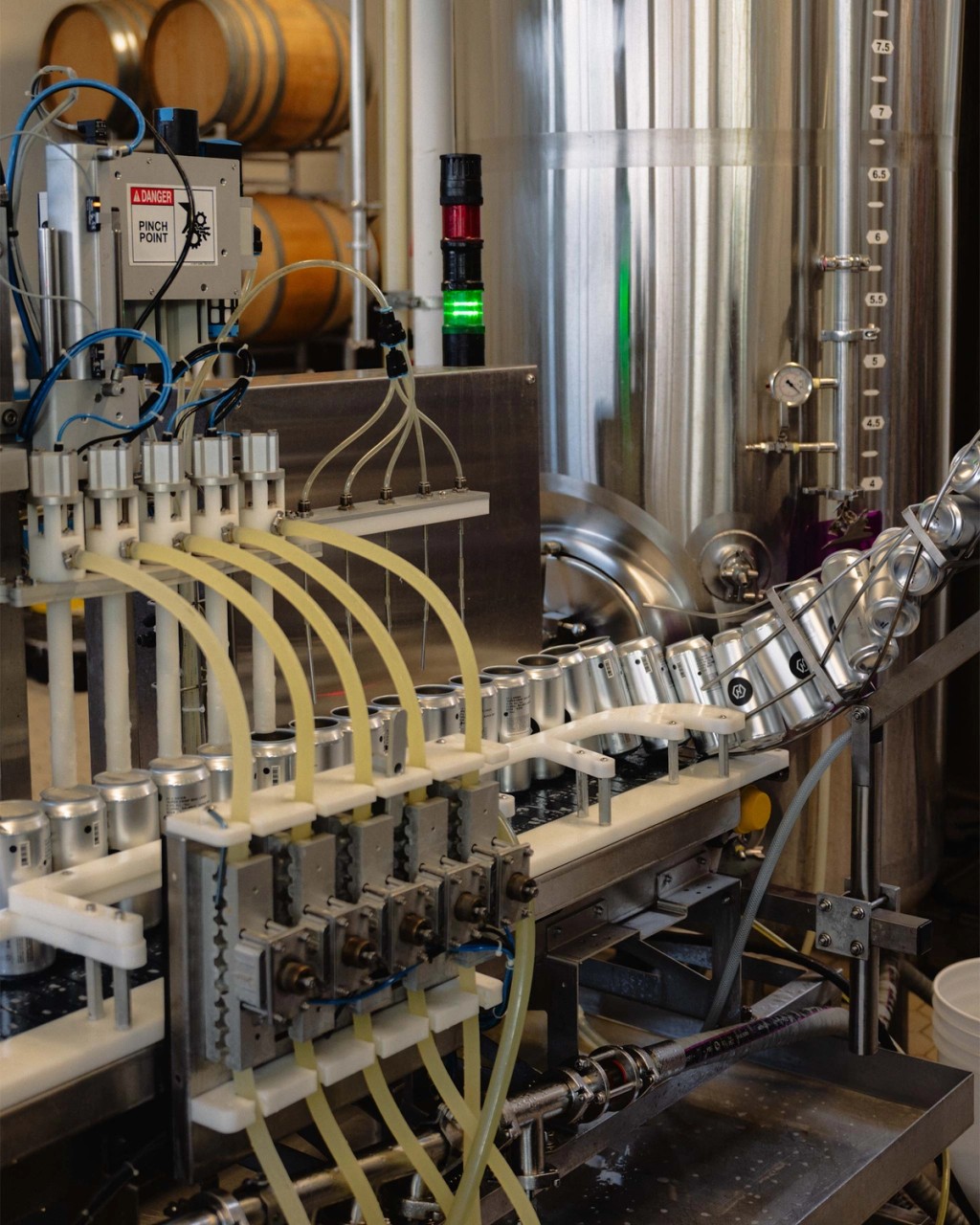
Once the beer is ready to package, cans are filled at the 33 Acres Wild Goose canning line, where they package up to thirty-two cans a minute. Oxygen is first purged from the can using carbon dioxide, and then precisely filled and sealed to ensure the freshest beer is ready for consumption.









From brew day to packaging, the entire 33 Acres team influences how the final product turns out. They take pride in knowing that each step, and the time dedicated to the process, comes through in every sip.


Videography and Photography: Norihisa Hayashi
Special thanks to Kyle Munroe, Josh Michnik, Will Cordon, and the whole 33 Acres team